
Home / Microreactor
Microreactor
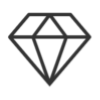
The microchannel reactor independently developed and produced by Shen Technology adopts a unique multi-layer structure overall design, and its total heat transfer efficiency and fluid mixing mass transfer performance are many times higher than the traditional stirred reactor, which has significant advantages in a variety of chemical synthesis applications.


- Technical
- Working
- Products
- Related Industry
- Case
- Service
- Download
Technical Characteristics
Improve the reaction yield and product purity, eliminate safety hazards, shorten the production cycle, reduce the use of solvents and waste generation.

Small Size

High Efficiency Heat Transfer

High Pressure Resistance

Strong Reliability

Wide Applications
Products
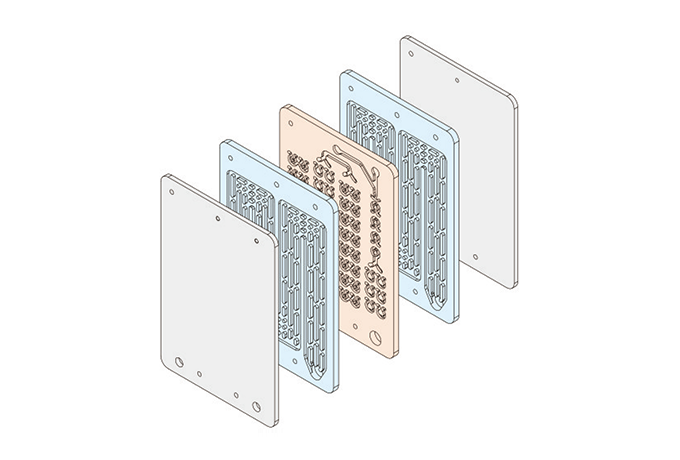
Microchannel Reactor
A miniaturized reaction device integrating multiple microchannel reaction units.

Spiral Tube Reactor
Achieves efficient mixing and heat transfer through rotational flow inside the spiral tube.
Microchannel Mixer
Utilizes fluid dynamics effects within microchannels to achieve rapid and uniform mixing.

Laboratory-Scale Reaction Device
A miniaturized reaction device suitable for laboratory research.

Micro Continuous Flow Skid System
An integrated reaction device combining microreactor technology with continuous flow technology.
Industry

Pharmaceuticals
Used in drug synthesis, catalytic reactions, crystal engineering, purification, and separation, offering advantages such as high efficiency, speed, precision, and strong controllability. Accelerates new drug development and improves production efficiency.

Petrochemicals
Features high heat and mass transfer efficiency, optimizing key processes such as heavy oil cracking. Supports the development of new processes and promotes continuous, efficient, and low-cost petrochemical production.

Pesticides
Enhances synthesis efficiency and product quality, accelerates the development of new pesticides, and promotes continuous and automated pesticide production while reducing costs.

Dyes and Pigments
Optimizes the dye synthesis process, improves color mixing uniformity, supports new dye development, and enhances the continuity and efficiency of dye production.

Fragrances
Efficiently synthesizes complex fragrance components, precisely adjusts fragrance ratios, accelerates new product development, and achieves high automation in production processes.
New Materials
Facilitates the synthesis of nanomaterials, enhances uniform mixing of material components, supports rapid development of new materials, and promotes continuous and large-scale production of new materials.
Service

Diverse Material Options
Materials such as 316L, duplex steel, Hastelloy C276, TA10, Zr, and silicon carbide can be selected according to actual working conditions.

Customized Core Components
Includes microchannel reactors, microchannel mixers, microchannel heat exchangers, and tubular reactors, among other equipment.

Flexible Application Forms
Various flow channel combinations available, with options for multi-stream feed and zonal temperature control. Can be used individually or in multiple series configurations.

Standardized Connection Sizes
Standard imperial or metric interfaces are available, with custom options also offered, facilitating easy connection with other equipment systems.

Seamless Industrial Integration
Seamless integration from laboratory development and pilot testing to full-scale industrial production, with minimal scale-up effects, making industrialization easier to achieve.

Diverse Service Fields
Provides specialized design and customization services for clients in various fields, fully meeting their diverse needs.

Quality Assurance
The product quality guarantee period is 18 months after the contract is signed or one year after the product is put into use.
Download
Product Manual
- Microcontinuous flow product sample







Service hotline
0571-64515888

